Arten von Mischbehältern mit Homogenisatoren
Ein Mischbehälter mit Homogenisator ist in verschiedenen Ausführungen erhältlich, z. B. chemische Mischbehälter, Getränkemischbehälter, Flüssigkeitsmischbehälter, Milchproduktmischbehälter, Lebensmittelmischbehälter, Pestizidmischbehälter, Seifenmischbehälter und biochemische Mischbehälter, um nur einige zu nennen. In den meisten Branchen ist es entscheidend, Flüssigkeiten, Pasten und Suspensionen konstant zu rühren und zu mischen, um mehr feste Stoffe aufzulösen und eine homogene Flüssigkeit zu erzeugen.
Mischbehälter mit Homogenisatoren können Produkte mit einer besseren Textur und einer höheren Haltbarkeit herstellen. Sie können Produkte wie Fruchtsäfte mit Fruchtfleisch für den Verbrauchergebrauch neutralisieren und homogenisieren und Produkte wie Mayonnaise und Olivenöl emulgieren, die sich bei Nichtberührung trennen. Chemische oder Flüssigkeitsmischbehälter sind häufig gefragt, um sicherzustellen, dass trübe Flüssigkeiten wie Bleichmittel oder Glasfaserflüssigkeit transparent sind.
Mischbehälter mit Homogenisator sind in folgenden Branchen von entscheidender Bedeutung:
-
Lebensmittel und Getränke:
Mischbehälter werden zur Emulgierung und Homogenisierung von Lebensmitteln, Säften, Milchprodukten, Sirup, Saucen und anderen flüssigen Lebensmitteln verwendet. Der Tank hilft, stabile Emulsionen, einheitliche Texturen und eine gleichmäßige Produktqualität zu erzeugen.
-
Chemie und Petrochemie:
Mischbehälter werden in der Chemie- und Petrochemieindustrie zur Herstellung homogener chemischer Lösungen, Emulsionen und Gemische verwendet. Chemische Mischbehälter sind auch entscheidend für die Durchführung chemischer Reaktionen, das Mischen von Rohstoffen und die Sicherstellung der Produktgleichmäßigkeit.
-
Pharmazeutika:
Mischbehälter mit Homogenisatoren spielen eine entscheidende Rolle bei der Herstellung pharmazeutischer Produkte wie Suspensionen, Emulsionen, Salben, Cremes und flüssiger Arzneimittel. Diese Mischbehälter gewährleisten die richtige Dispersion, Homogenität und Konsistenz der Wirkstoffe in pharmazeutischen Formulierungen.
-
Kosmetik und Körperpflege:
Mischbehälter mit Homogenisatoren werden bei der Herstellung von Kosmetik- und Körperpflegeprodukten wie Cremes, Lotionen, Shampoos und Emulsionen eingesetzt. Diese Tanks gewährleisten die Einheitlichkeit, Stabilität und das richtige Mischen der Inhaltsstoffe in kosmetischen Formulierungen.
-
Farben und Lacke:
Mischbehälter werden in der Farben- und Lackindustrie verwendet, um Farben, Lacke und Pigmente zuzubereiten und zu homogenisieren. Homogenisatoren in Mischbehältern tragen dazu bei, eine gleichmäßige Farbdispersion, glatte Texturen und eine gleichmäßige Produktqualität zu erzielen.
-
Biotechnologie und Biowissenschaften:
Mischbehälter werden in der Bioverarbeitung und Biotechnologieindustrie für die Zellkultur, Fermentation und die Produktion biologischer Produkte wie Impfstoffe, Antikörper und Enzyme eingesetzt. Diese Mischbehälter erleichtern die richtige Nährstoffverteilung, den Gasaustausch und das Mischen während biologischer Prozesse.
-
Heimtierfutter und Tierfutter:
Mischbehälter mit Homogenisatoren werden verwendet, um Futter, Nahrungsergänzungsmittel und Zusatzstoffe für Haustiere und Nutztiere zuzubereiten und zu mischen. Diese Tanks gewährleisten eine gleichmäßige Verteilung von Nährstoffen und Inhaltsstoffen in Tierfutterformulierungen.
Dies sind nur einige Beispiele, aber Mischbehälter mit Homogenisatoren werden in vielen anderen Fertigungs-, Verarbeitungs- und Industriesektoren eingesetzt, die Misch-, Misch- und Homogenisierungsmöglichkeiten erfordern.
Spezifikation und Wartung von Mischbehältern mit Homogenisatoren
Spezifikationen
- Kapazität: Die Kapazität von Mischbehältern mit Homogenisator reicht im Allgemeinen von klein (weniger als 1.000 Liter) bis groß (10.000 Liter oder mehr), um die unterschiedlichen industriellen Anforderungen zu erfüllen.
- Materialien: Die Materialien von Mischbehältern mit Homogenisator sind in der Regel Edelstahl, Kohlenstoffstahl und legierter Stahl, die verschiedenen chemischen Substanzen und Prozessen standhalten. Edelstahl hat insbesondere eine gute Korrosionsbeständigkeit und hygienische Eigenschaften, was ihn für die Lebensmittel- und Pharmaindustrie geeignet macht.
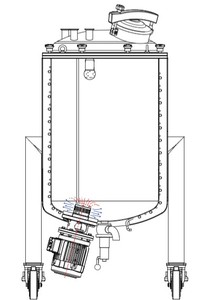
- Design: Mischbehälter mit Homogenisatoren haben oft ein spezifisches Design, z. B. konische Böden, geneigte Böden oder flache Böden, um die Entleerung und Reinigung zu erleichtern. Darüber hinaus kann die Außenwand des Behälters Isolierschichten aufweisen, um die Temperaturstabilität zu gewährleisten.
- Misch-/Rührsystem: Die Art und Geschwindigkeit des Rührwerks im Mischbehälter können den Homogenisierungseffekt und die Mischqualität beeinflussen. Mischbehälter mit Homogenisatoren können mit verschiedenen Rührwerken ausgestattet sein, z. B. Propellern, Schmetterlingsrührwerken und Rührwerken, um unterschiedliche Prozessanforderungen zu erfüllen. Die Drehzahl des Rührwerks kann einstellbar sein, um die Mischintensität und -zeit präzise zu steuern.
- Homogenisierungssystem: Mischbehälter mit Homogenisatoren sind in der Regel mit verschiedenen Arten von Homogenisatoren ausgestattet, z. B. Hochdruckhomogenisatoren, Ultraschallhomogenisatoren und Kolloidmühlen, um den gewünschten Homogenisierungseffekt zu erzielen. Die Homogenisierungsgeschwindigkeit und -temperatur können ebenfalls einstellbar sein, um sich an unterschiedliche Verarbeitungsanforderungen anzupassen.
- Hilfsgeräte und Instrumente: Mischbehälter mit Homogenisatoren können auch mit einigen Hilfsgeräten ausgestattet sein, z. B. Kühl-/Heizmänteln, Pumpensystemen, Filtersystemen usw., um eine umfassendere Verarbeitungsfunktion zu bieten. Darüber hinaus kann der Mischbehälter mit Druck-, Temperatur-, Durchfluss-, Zeit- und anderen digitalen Instrumenten ausgestattet sein, um die Betriebsparameter des Behälters zu überwachen und zu steuern, wodurch die Stabilität und Sicherheit des Prozesses gewährleistet werden.
- Hygiene und Sicherheit: Mischbehälter mit Homogenisatoren entsprechen oft lebensmittelgerechten und hygienischen Standards wie GMP und 3A-Standards. Gleichzeitig sind diese Behälter auch mit Sicherheitsvorrichtungen und -systemen ausgestattet, z. B. Überdruckschutz, Leckageverhinderung usw., um die Sicherheit und Zuverlässigkeit des Geräts zu gewährleisten.
Wartung
- Die Wartung des Mischbehälters mit Homogenisator umfasst hauptsächlich die Wartung des Mischbehälters selbst und des Homogenisators.
- Überprüfen und reinigen Sie zunächst die Außenseite und die Innenseite des Mischbehälters. Verwenden Sie geeignete Reinigungsmittel und -werkzeuge, um die Oberfläche des Behälters abzuwischen und Schmutz und Flecken zu entfernen. Für die Innenseite des Behälters sind spezielle Reinigungswerkzeuge und -geräte erforderlich, um sicherzustellen, dass jede Ecke sauber ist.
- Zweitens den Mischbehälter inspizieren. Überprüfen Sie, ob das Aussehen, der Boden und die Schweißteile des Behälters beschädigt oder korrodiert sind. Reparieren und ersetzen Sie beschädigte oder korrodierte Teile rechtzeitig, um Leckagen oder Sicherheitsgefahren zu vermeiden.
- Drittens die Dichtungsleistung des Mischbehälters überprüfen. Testen Sie die Dichtungsleistung des Behälters und stellen Sie sicher, dass er nicht undicht ist; andernfalls reparieren Sie ihn. Warten Sie den Homogenisator. Reinigen Sie zunächst Rotor und Stator des Homogenisators und entfernen Sie die Rückstände und den Schmutz darauf.
- Überprüfen Sie den Verschleiß von Rotor und Stator, und wenn es zu starkem Verschleiß kommt, ersetzen Sie ihn, um den Homogenisierungseffekt zu gewährleisten.
- Achten Sie auf die Schmierung der Lager und Dichtungen des Homogenisators und geben Sie bei Bedarf Schmierfett hinzu, um einen reibungslosen Betrieb und die Dichtungsleistung zu gewährleisten.
- Außerdem sollte auch die elektrische Anlage des Mischbehälters mit Homogenisator gewartet werden. Überprüfen Sie die Kabel und Stecker und stellen Sie sicher, dass keine lockeren Verbindungen oder Anomalien vorhanden sind.
Einsatzszenarien für Mischbehälter mit Homogenisatoren
Industrielle Mischbehälter mit Homogenisatoren werden in verschiedenen Branchen eingesetzt.
-
Lebensmittelindustrie
Mischbehälter mit Homogenisatoren sind in der Lebensmittelindustrie wichtig. Sie werden zur Herstellung von Lebensmitteln wie Milchprodukten, Saucen, Suppen usw. verwendet. Die Homogenisatoren tragen dazu bei, die Textur und Konsistenz der Produkte zu verbessern. Außerdem werden Mischbehälter mit Homogenisatoren auch in der Getränkeindustrie eingesetzt. Sie eignen sich für die Verarbeitung von Fruchtsäften, Erfrischungsgetränken, aromatisierter Milch und flüssigem Tee, unter anderem. Mischbehälter mit Homogenisatoren gewährleisten eine gleichmäßige Verteilung von Aromen, Fruchtfleisch und Konservierungsstoffen.
-
Chemische Industrie
In der chemischen Industrie werden Mischbehälter mit Homogenisatoren häufig für die Verarbeitung von chemischen Verbindungen verwendet. Zum Beispiel Agrochemikalien, Polymere Emulsionen und Öladditive, um nur einige zu nennen. Die Homogenisatoren sind hilfreich, um die gewünschte Partikelgrößenverteilung, Dispersion und Stabilität zu erreichen.
-
Pharmazeutische Industrie
Mischbehälter mit Homogenisatoren sind wichtige Ausrüstungsgegenstände für die pharmazeutische Industrie. Sie werden bei der Formulierung von oralen Flüssigkeiten, Emulsionen, Cremes und Salben verwendet. Die Homogenisatoren können die Einheitlichkeit, Stabilität und Bioverfügbarkeit des Endprodukts gewährleisten. Außerdem werden Mischbehälter mit Homogenisatoren auch zur Verarbeitung von Produkten in der Kosmetikindustrie verwendet. Sie eignen sich für Cremes, Lotionen, Seren, Peelings und viele mehr. Die Mischbehälter mit Homogenisatoren können dazu beitragen, feine Emulsionen und homogene Gemische zu erzielen.
-
Bauindustrie
Mischbehälter mit Homogenisatoren können zur Verarbeitung von Baustoffen wie Polymerzement, Keramikkern und Farbe usw. eingesetzt werden. Die Homogenisatoren in den Mischbehältern können eine gleichmäßige Verteilung von festen und flüssigen Stoffen gewährleisten und die Stabilität des Gemischs herstellen.
Wie man einen Mischbehälter mit Homogenisator wählt
Beim Kauf eines Mischbehälters mit Homogenisator sollten einige Faktoren berücksichtigt werden. Diese Faktoren gewährleisten die ideale Auswahl für eine bestimmte Anwendung.
-
Kapazitätsbedarf:
Das Produktionsvolumen bestimmt die ideale Kapazität eines Mischbehälters mit Homogenisator. Berücksichtigen Sie den aktuellen Bedarf und die zukünftige Erweiterung, um häufige Anschaffungen zu vermeiden.
-
Materialverträglichkeit:
Das Material des Mischbehälters beeinflusst die Qualität und Effizienz des Prozesses. Wählen Sie einen Tank, der den chemischen, thermischen und mechanischen Aspekten des zu verarbeitenden Materials standhalten kann.
-
Homogenisierungsprozess:
Es gibt verschiedene Arten von Homogenisatoren, wie z. B. Hochdruck-, Inline-, Ultraschall- und Rotor-Stator-Homogenisatoren. Jeder Typ hat seine Vor- und Nachteile, daher ist es wichtig, den für die jeweilige Anwendung geeigneten Typ zu wählen.
-
Leistung und Drehzahl:
Denken Sie an die Motorleistung und die Drehzahl (U/min) des Behälters. Ein leistungsstärkerer Motor mit einstellbarer Drehzahl kann eine höhere Homogenisierungseffizienz und Flexibilität bieten.
-
Design und Konstruktion:
Berücksichtigen Sie das Design des Mischbehälters, einschließlich der Form, Größe und Struktur des Rührwerks. Ein entsprechend gestalteter Tank kann einen besseren Stofftransport und eine bessere Flüssigkeitsmischung ermöglichen.
-
Energieeffizienz:
Entscheiden Sie sich für Mischbehälter mit energieeffizienten Homogenisatoren, um die Betriebskosten und die Umweltbelastung zu minimieren.
-
Integrationsfähigkeit:
Berücksichtigen Sie die Kompatibilität des Mischbehälters für die Integration mit anderen Produktionsanlagen, wie z. B. Fütterungs-, Entlade- und Steuerungssystemen.
Mischbehälter mit Homogenisator FAQ
F1: Wie funktioniert ein Mischbehälter mit Homogenisator?
A1: Mischbehälter mit Homogenisatoren sind so konzipiert, dass sie eine gleichmäßige Mischung von Produkten erzeugen, indem sie hohe Scherkräfte anwenden, um Partikel oder Tröpfchen zu zerkleinern und zu dispergieren. Die Funktionsweise des Mischbehälters mit Homogenisator kann je nach Typ variieren, aber im Allgemeinen beginnt der Prozess mit der Vorbereitung des Aufgabeprodukts. Als Nächstes wird das Aufgabeprodukt in den Mischbehälter überführt. Das Material wird dann durch den Homogenisator und zurück in den Mischbehälter geleitet, bis der gewünschte Homogenisierungsgrad erreicht ist. Schließlich wird das homogenisierte Material gesammelt.
F2: Welche Faktoren sind bei der Auswahl eines Mischbehälters mit Homogenisator zu berücksichtigen?
A2: Bei der Auswahl eines Mischbehälters mit Homogenisator müssen Benutzer mehrere Faktoren berücksichtigen, um sicherzustellen, dass das Gerät für ihre spezifischen Anwendungen richtig ausgewählt wird. Dazu gehören das Material, die Größe und Kapazität, das Design, die Art des Homogenisators und die Anpassungsmöglichkeiten.
F3: In welchen Branchen werden Mischbehälter mit Homogenisatoren eingesetzt?
A3: Im Allgemeinen werden Mischbehälter mit Homogenisatoren in der Lebensmittel- und Getränkeindustrie, der Kosmetik- und Körperpflegeindustrie, der pharmazeutischen Industrie, der chemischen Produktion und anderen Industrien eingesetzt.












































































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4