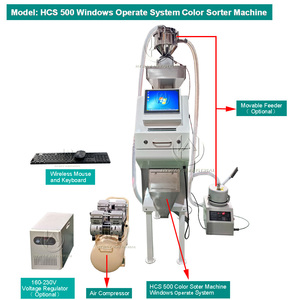
Einführung in die optischen Sortiermaschinen
Optische Sortiermaschinen spielen eine entscheidende Rolle in verschiedenen Branchen, indem sie die Effizienz von Sortierprozessen verbessern. Diese fortschrittlichen Geräte nutzen hochentwickelte Technologie, um Materialien basierend auf physischen Eigenschaften wie Farbe, Form und Größe zu bewerten und zu kategorisieren. Durch den Einsatz optischer Sortiermaschinen können Unternehmen ihre Produktivität erheblich steigern und gleichzeitig den menschlichen Arbeitsaufwand sowie die Betriebskosten senken. Ob in der Landwirtschaft, im Recycling oder in der Lebensmittelverarbeitung, diese Maschinen ebnen den Weg für schnellere und genauere Sortiermethoden.
Typen von optischen Sortiermaschinen
Es gibt mehrere Arten von optischen Sortiermaschinen, die jeweils dafür konzipiert sind, spezifischen Sortieranforderungen gerecht zu werden:
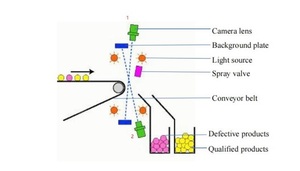
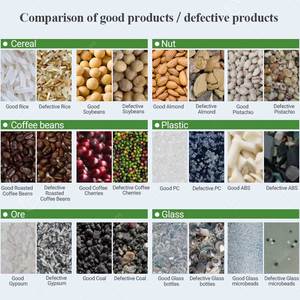
- Farbsortierer: Diese Maschinen identifizieren und trennen Gegenstände basierend auf Farbunterschieden und entfernen effektiv Verunreinigungen in Getreide, Nüssen und anderen Agrarprodukten.
- Formsortierer: Ideal zum Unterscheiden von Gegenständen unterschiedlicher Formen, können diese Sortierer die Sortiergenauigkeit in Branchen verbessern, die mit kleinen Teilen wie Kunststoffen und Fertigungskomponenten arbeiten.
- Lasersortierer: Durch den Einsatz von Lasertechnologie untersuchen diese Sortierer die Oberfläche des Materials und bieten hohe Präzision, was besonders vorteilhaft für Recycling- und Metallsortieranwendungen ist.
- Nahinfrarotsortierer: Diese Maschinen nutzen Nahinfrarotsensoren zur Sortierung von Materialien basierend auf ihrer chemischen Zusammensetzung und werden häufig in der Recyclingindustrie eingesetzt, um spezifische Materialien zu isolieren.
Anwendungen von optischen Sortiermaschinen
Optische Sortiermaschinen sind vielseitige Werkzeuge, die in verschiedenen Sektoren anwendbar sind:
- Agrarwirtschaft: Verbesserung der Qualität der geernteten Feldfrüchte durch effektives Entfernen von Fremdstoffen, sodass nur hochwertige Produkte den Markt erreichen.
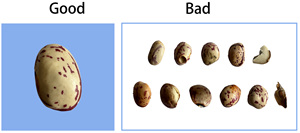
- Lebensmittelverarbeitung: Sicherstellung der Lebensmittelsicherheit und -qualität durch Erkennung und Entfernung defekter Artikel von Produktionslinien, wie z.B. verfaulten Früchten oder kontaminierten Produkten.
- Recycling: Optimierung des Recyclingprozesses durch Sortierung gemischter Materialien wie Kunststoffe, Metalle und Papier, was letztendlich die Rückgewinnungsrate wertvoller Ressourcen verbessert.
- Textilindustrie: Gewährleistung von Farbkonstanz und Qualität durch Sortierung von Stoffen basierend auf Farb- und Materialmerkmalen, was für Hersteller, die hohe Standards verfolgen, unerlässlich ist.
Eigenschaften und Vorteile von optischen Sortiermaschinen
Optische Sortiermaschinen sind mit zahlreichen Funktionen ausgestattet, die ihre Funktionalität verbessern:
- Hohe Geschwindigkeit: Sie sind in der Lage, große Mengen an Materialien schnell zu sortieren, wodurch die Durchsatzrate in Fertigungsprozessen erheblich erhöht wird.
- Präzises Sortieren: Fortschrittliche Sensoren und Sortieralgorithmen bieten hohe Genauigkeit, wodurch Abfall reduziert und die Produktqualität verbessert wird.
- Benutzerfreundliche Schnittstelle: Die meisten optischen Sortiermaschinen arbeiten mit einer intuitiven Schnittstelle, die eine einfache Bedienung und Wartung selbst für nicht-technisches Personal ermöglicht.
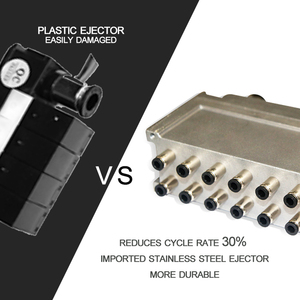
- Kosteneffizienz: Durch die Minimierung manueller Sortierung und die Reduzierung des Bedarfs an zusätzlichen Qualitätssicherungsmaßnahmen können diese Maschinen die Betriebskosten im Laufe der Zeit senken.
- Vielseitige Nutzung: Sie können in einer Vielzahl von Branchen eingesetzt werden, und ihre Technologie kann sich ohne umfangreiche Änderungen an verschiedene Sortieranforderungen anpassen.

























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4