
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(18776 Produkte verfügbar)



























































































































































































































Eine Sortiermaschinen-Verarbeitungsausrüstung ist ein wichtiger Bestandteil jeder Produktionslinie, die dazu dient, Waren nach vorgegebenen Kriterien zu trennen. Solche Kriterien können Größe, Qualität, Güte, Farbe oder andere spezifizierte Parameter umfassen. Es gibt viele Arten von Sortiermaschinen, die auf dem Markt vertrieben werden, um verschiedene Produkte zu trennen.
Die Nachfrage nach effizienten Lebensmittelsortiermaschinen ist aufgrund der zunehmenden Bedeutung von Lebensmittelsicherheit, Qualitätssicherung und Kundenzufriedenheit sprunghaft angestiegen. Der globale Markt für Lebensmittelsortiermaschinen wird voraussichtlich weiter wachsen, da die Lebensmittelverarbeitungsindustrie nach innovativen Lösungen sucht, um hohe Qualitätsstandards zu gewährleisten, Abfall zu reduzieren und die gesetzlichen Anforderungen zu erfüllen.
Optische Sortiermaschinen nutzen fortschrittliche Bildgebungssysteme und künstliche Intelligenz, um Lebensmittel anhand ihrer visuellen Eigenschaften zu analysieren. Sie können Farbabweichungen, Größe, Form, Mängel und Fremdstoffe wie Steine, Plastik oder Glas erkennen. KI-gestützte optische Sortierer können so trainiert werden, dass sie bestimmte Qualitätsparameter erkennen und in Echtzeit Entscheidungen treffen, um erwünschte Produkte von solchen zu trennen, die nicht den Standards entsprechen.
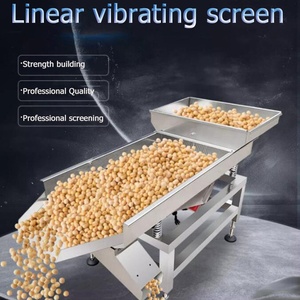
Schwerkraftbasierte Separatoren nutzen den Gewichtsunterschied zwischen Lebensmitteln, um sie zu klassifizieren. Solche Maschinen verwenden vorprogrammierte Gewichtsvorgabe und lassen Lebensmittel auf einer Schräge oder durch ein Netz in unterschiedlichen Höhen fallen, wodurch sie getrennt werden. Gängige Beispiele für schwerkraftbasierte Separatoren sind Luftklassierer und Vibrationssiebe.
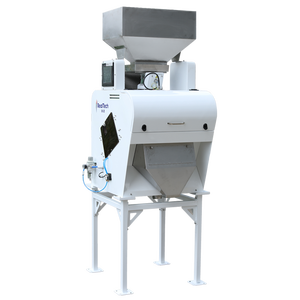
Farbsortierer werden typischerweise in der Getreideverarbeitung verwendet und nutzen hochauflösende Digitalkameras und LED-Beleuchtung, um Farbabweichungen in Lebensmitteln zu erkennen. Sie können verfärbtes Getreide, Hülsenfrüchte und Nüsse anhand vorgegebener Farbparameter trennen. Farbsortierer werden auch in der Textilindustrie häufig eingesetzt, um Stoffe verschiedener Farben zu trennen.
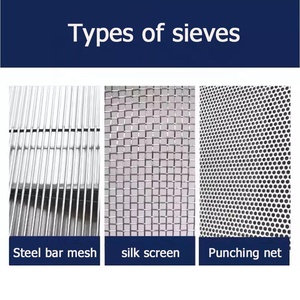
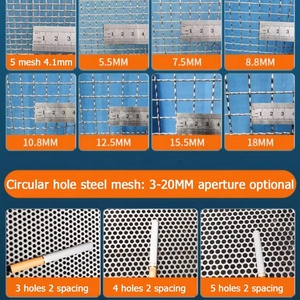
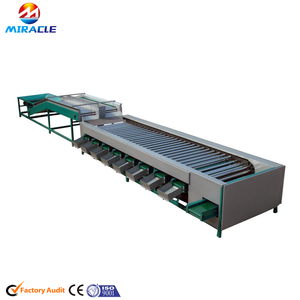
Größensortierer dienen dazu, Lebensmittel anhand ihrer Abmessungen, meist Länge und Durchmesser, zu trennen. Speziell entwickelte Förderbänder, Siebe und Klassierer mit mehrstufigen Anordnungen werden häufig eingesetzt, um dies zu erreichen. Neben der Lebensmittelverarbeitung verwenden auch Hersteller von Sanitärteilen in der Industrie häufig Größensortiermaschinen, um Rohrverbindungsstücke nach ihrer Größe zu trennen.
Solche Sortierer sind so konzipiert, dass sie Lebensmittel nach ihrem Gewicht trennen. Sie verfügen in der Regel über eine Gewichtsmetrik oder eine Waage, die das Gewicht jedes Artikels misst und es nach vorgegebenen Programmen trennt. Typischerweise werden solche Systeme zum Sortieren von Fleisch-, Snack- und Getreideprodukten eingesetzt.
Diese Separatoren sind so konzipiert, dass sie ferromagnetische Metalle wie Eisen und Stahl aus Lebensmittelverarbeitungslinien entfernen. Magnetstäbe oder -gitter sind strategisch so angeordnet, dass sie magnetische Verunreinigungen anziehen und einfangen, die dann manuell oder automatisch entfernt werden. Sie schützen die Integrität des Endprodukts und die Verarbeitungsausrüstung vor möglichen Schäden, die durch ferromagnetische Metallverunreinigungen verursacht werden.
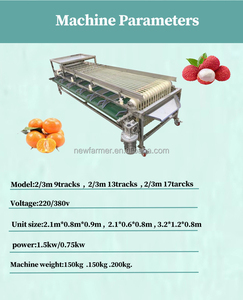
Größe und Kapazität:
Die Abmessungen und die Sortierkapazität (z. B. Artikel pro Stunde) der Maschine.
Sortiergenauigkeit:
Die Mindestgröße/das Mindestgewicht, das erkannt werden kann, und die maximale Größe/das maximale Gewicht, das möglicherweise nicht erkannt wird.
Sortiermethoden:
d. h. nach Gewicht, Größe, Form, Farbe usw.
Automatisierungsgrad:
Details zur manuellen/automatischen Zuführung und Sortierung.
Leistungsbedarf:
Die Spannung, die Stromstärke und die Leistung (in Watt oder Kilowatt), die zum Betrieb der Maschine benötigt werden.
Materialverträglichkeit:
Die Art der Materialien (z. B. Gummi, Silizium, Glas), die die Maschine verarbeiten kann.
Umgebungsbedingungen:
Die Temperatur, die Feuchtigkeit und andere atmosphärische Bedingungen, unter denen die Maschine arbeiten kann.
Datenkonnektivität:
Die Art der Datenports und Protokolle für die Verbindung zu externen Systemen.
Tägliche Checkliste:
Führen Sie die tägliche Betriebscheckliste aus. Untersuchen Sie die mechanischen Komponenten, die elektrische Anlage und die Sicherheitseinrichtungen der Sortiereinrichtung. Fügen Sie den beweglichen Teilen gemäß den Anweisungen Schmierstoffe hinzu. Reinigen Sie den Sortierbereich und die Sortierer, um sicherzustellen, dass keine Rückstände oder Ablagerungen verbleiben, um eine Produktkontamination zu vermeiden. Überprüfen Sie, ob die Stromversorgung und die Leitungsverbindungen fest sind und ob die Spannung stabil ist. Entfernen Sie das Abfallmaterial um die Sortiereinrichtung herum, um potenzielle Sicherheitsrisiken zu vermeiden. Die Betriebsparameter der Ausrüstung und die Sortierqualität sind aufzuzeichnen, um sie später zu analysieren und zu verfolgen. Wenn bei der Inspektion Anomalien festgestellt werden, sind diese unverzüglich zu melden und zu beheben.
Wöchentliche Wartung:
Führen Sie die wöchentliche Wartung der Sortiermaschinen aus. Reinigen Sie den Filter und das Lüftungssystem der Anlage, um eine ordnungsgemäße Wärmeabfuhr zu gewährleisten. Überprüfen Sie, ob die elektrischen Komponenten und Kabel beschädigt oder lose sind, und beheben Sie diese gegebenenfalls. Testen und kalibrieren Sie die Betriebsparameter der Anlage, um sicherzustellen, dass sie die optimalen Sortieranforderungen erfüllen.
Monatliche Überholungen:
Führen Sie eine Überholung und Wartung der Sortiereinrichtung durch. Reinigen Sie alle Teile der Anlage gründlich, einschließlich der Sortiermechanismen, Förderbänder und Sensoren usw. Überprüfen Sie den Verschleiß kritischer Komponenten wie Riemen, Ketten und Sortierarme und reparieren oder ersetzen Sie diese gegebenenfalls. Schmieren Sie die Lager und beweglichen Teile der Anlage, um einen reibungslosen Betrieb zu gewährleisten. Führen Sie Inspektionen an den elektrischen Anlagen und Datenterminals durch und stellen Sie eine ordnungsgemäße Verbindung der Anlage sicher. Gleichzeitig sollten die aufgezeichneten Daten und Betriebslogs der Anlage überprüft werden, um mögliche Probleme rechtzeitig zu finden und zu beheben.
Aufgrund ihrer flexiblen Sortierfähigkeit werden Sortiermaschinen für Getreide/Lebensmittel/usw. in verschiedenen Branchen wie Bergbau, Landwirtschaft, Lebensmittelverarbeitung, Abfallwirtschaft, Pharmazie und Logistik eingesetzt. Im Folgenden sind einige Einsatzszenarien für Sortiermaschinen aufgeführt:
Bei der großen Auswahl an Sortiermaschinen ist es verständlich, dass man sich überfordert fühlt. Dieser Kaufratgeber macht die Auswahl jedoch einfacher, indem er einige wichtige Faktoren auflistet, die vor dem Kauf einer Sortiermaschine für Lebensmittel zu berücksichtigen sind.
F1: Wie funktioniert eine Fruchtsortiermaschine?
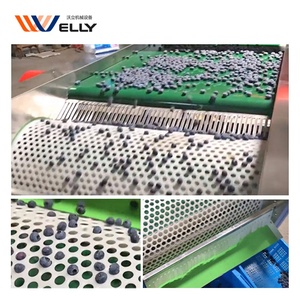
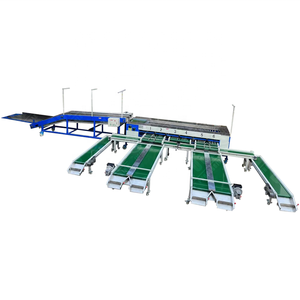
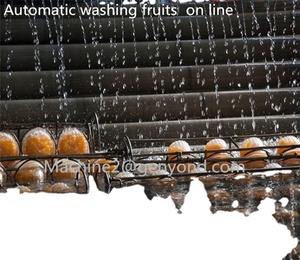
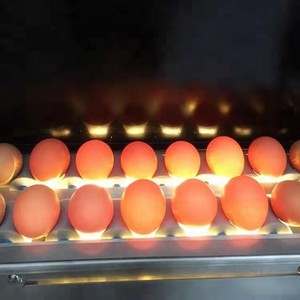
A1: In der Regel funktionieren Fruchtsortiermaschinen in fünf grundlegenden Schritten. Im ersten Schritt werden die Früchte auf ein Bandförderer gelegt. Im zweiten Schritt werden die Früchte so ausgerichtet, dass eine genaue Inspektion durchgeführt werden kann. Im dritten Schritt werden die Früchte anhand der voreingestellten Sortierparameter inspiziert. Im vierten Schritt werden die Inspektionsergebnisse von der Sortiermaschine analysiert. Im letzten Schritt werden die Früchte je nach Analyse entweder getrennt oder erneut aussortiert.
F2: Wie funktioniert die Computersortiermaschine für Reis?
A2: Bei einer Computersortiermaschine für Reis findet zunächst eine Vorreinigung statt, bei der Verunreinigungen wie Stiele, Hülsen und Steine entfernt werden. Anschließend wird der Reis mit Hilfe der Computersortiertechnologie verfolgt und überwacht. Anhand der Reiskriterien wie Größe, Form und Farbe werden verschiedene Spezifikationen in die Maschine programmiert. Wenn der Reis diese Spezifikationen erfüllt, wird er durch Luftstrahlen und Trichter getrennt. Abschließend wird der Reis durch eine abschließende Nachreinigung und das Abschneiden von Stücken veredelt.
F3: Was sind die Vorteile der Verwendung industrieller Sortiermaschinen?
A3: Industrielle Sortiermaschinen verbessern die Effizienz der Produktionslinie, indem sie den Zeitaufwand für die manuelle Sortierung reduzieren. Sie erreichen eine gleichmäßige Genauigkeit und erzeugen einheitliche Produkte, was letztendlich die Kundenzufriedenheit erhöht. Sortiermaschinen reduzieren den Personalbedarf für die Sortierung und senken so die Personalkosten. Sie reduzieren außerdem Produktverluste und maximieren den Ertrag, was die Gewinnmargen erhöht.
















