
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(874 Produkte verfügbar)





































































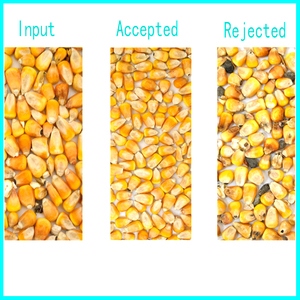







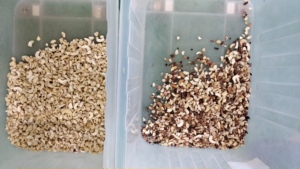








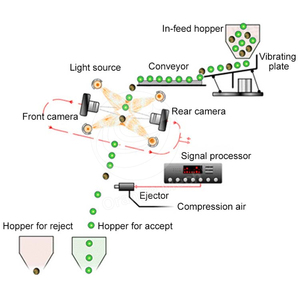






















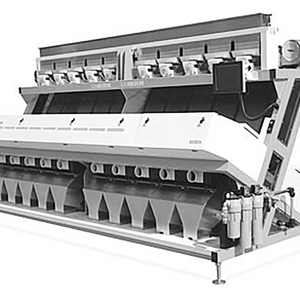































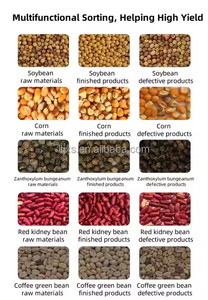








































































Eine Farbsortiermaschine für Getreidesamen nutzt künstliche Intelligenz, um Körner unterschiedlicher Farben zu erkennen und zu unterscheiden. Sie verwendet auch Pneumatik und Optik, um verfärbte, beschädigte oder fremde Samen zu trennen und dem Endverbraucher sauberes, sortiertes Getreide zu liefern. Moderne Farbsortierer können bis zu 12 verschiedene Farben gleichzeitig sortieren.
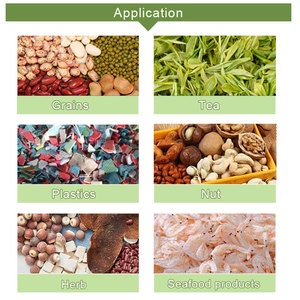
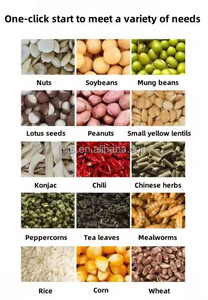
Solche Maschinen werden zur Sortierung verschiedener Lebensmittel verwendet, wie zum Beispiel:
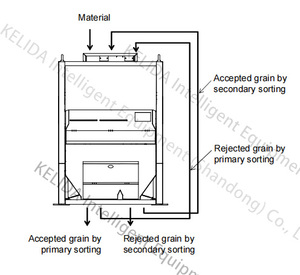
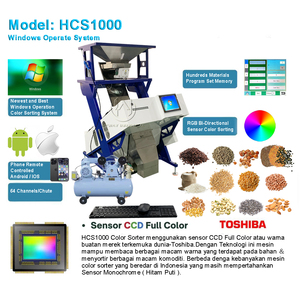
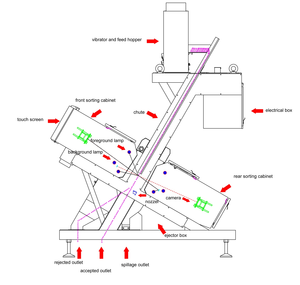
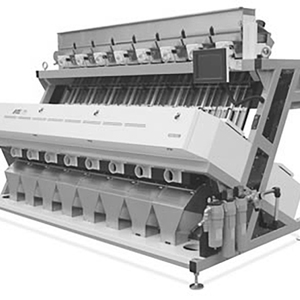
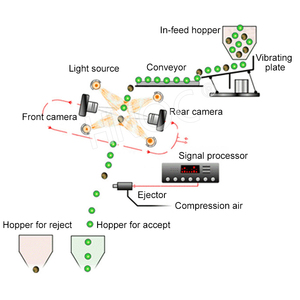
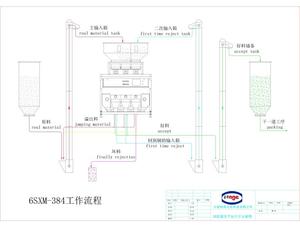
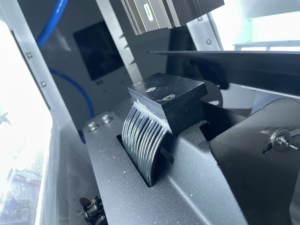
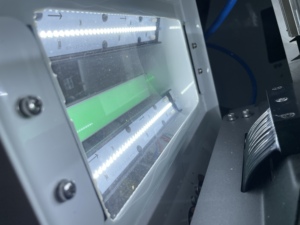
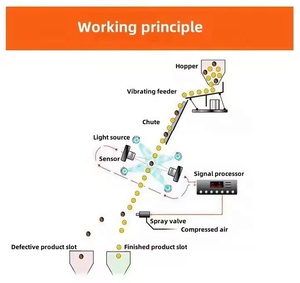
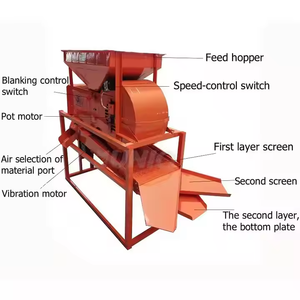
Der Sortierer besteht in der Regel aus einer Untersuchungseinheit, einer Sammeleinheit, einem Bildschirm und einer Luftauswurfeinheit. Es stehen verschiedene Verarbeitungskapazitäten von 1 bis 5 Tonnen pro Stunde zur Verfügung. Die Sortierer können an verschiedene Produkte angepasst werden und mit einem Einzel- oder Doppelkamerasystem ausgestattet werden, das im sichtbaren und infraroten Licht arbeitet. Weitere Optionen umfassen ein künstliches Intelligenz (KI)-Modul, das spezifische Sortiereinstellungen lernt, und ein Touchscreen-Display mit mehrsprachiger Menüführung.
Farbsortierer sind heute so weit fortgeschritten, dass sie zusätzliche Aufgaben ausführen können, wie zum Beispiel:
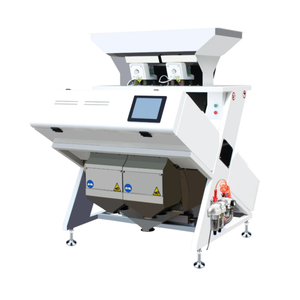
Eine typische Klassifizierung von Farbsortierern umfasst verschiedene Sorten von Bruchreis, normalem gelben, roten und schwarzen Reis. Zu den Besonderheiten gehören ein 15,6 Zoll großer Touchscreen für eine klare Sicht und Echtzeitüberwachung mit zwei Kameraoptionen, um defekte und fremde Körner schnell zu identifizieren. Interne Luftsysteme sorgen für eine Reinigung, ohne die Maschine öffnen zu müssen.
Das Design umfasst einen robusten, langlebigen Rahmen mit Rädern für einfache Manövrierbarkeit. Eingänge/Ausgänge umfassen ein Standard-VGA-Display, Bedienknöpfe, Sortierdaten, USB-Bericht, Ethernet, Reset, Alarm, Fernzugriff, Ein-/Ausschalten und Port B. Einige Maschinen verfügen über eine geschlossene Kabinenkonstruktion zum Schutz vor Staub und eine Seitenleiste, um unerwünschtes Material auszuschließen.
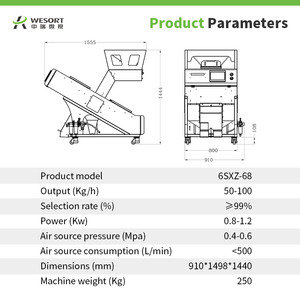
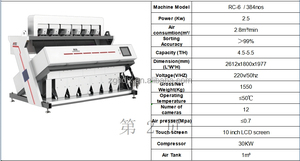
Die Auflösung der Maschine beträgt in der Regel 1920 x 1080, mit Sortiergeschwindigkeiten von bis zu 20 Tonnen pro Stunde. Die Leistung beträgt in der Regel 220/240 Volt, 50/60 Hz, 0,75 kW, und die Luftversorgung beträgt 4 bis 6 bar.
Es gibt auch Inline-Reissortiermaschinen mit ähnlichen Merkmalen, darunter Luftreinigung und 1600 Pixel, und rechteckige Maschinen, die bis zu 5 Tonnen pro Stunde produzieren, aber ähnliche Verarbeitungspixeloptionen bieten.
Farbsortiermaschinen für Getreidesamen haben wichtige Anwendungen in verschiedenen Branchen.
Lebensmittelverarbeitung:
Farbsortierer für Getreide werden hauptsächlich in der landwirtschaftlichen und Lebensmittelindustrie verwendet, um Reis, Mais, Bohnen und andere Getreidesorten zu sortieren. Durch ihre Farben, die für Geschmack, Qualität oder Reife stehen können, helfen Maschinen den Verarbeitern, Produkte zu finden und zu entfernen, die nicht akzeptabel sind. Dies stellt sicher, dass die fertigen Lebensmittelprodukte den Erwartungen der Kunden entsprechen.
Landwirtschaft:
Bauern und Saatguthersteller können Sortierer verwenden, um schlechte Samen in Getreidepartien anhand ihrer Farbe auszusortieren, wodurch Pflanzprobleme reduziert und die Ernteerträge erhöht werden. Farbsortiermaschinen können auch Obst und Gemüse nach ihrer Farbe klassifizieren, um reifere, reifere oder wünschenswertere Exemplare zum Verkauf zu identifizieren und zu fördern, wodurch die Produktgleichmäßigkeit und -qualität verbessert werden.
Produktion von Snacks:
Farbsortiermaschinen für Getreide beschränken sich nicht nur auf die Sortierung von Getreide. In der Snack-Lebensmittelindustrie sortieren sie farbige Materialien wie Pellets, Chips oder andere Snacks. Farbsortierer für Getreide stellen sicher, dass Snacks die richtigen Farbnormen erfüllen, bevor sie verpackt werden, wodurch die Qualität des Produkts erhöht und Kunden angesprochen werden.
Tierfutterproduktion:
Tierfutter enthält oft Getreidesamen als wichtige Komponente. Farbsortiermaschinen für Getreide können helfen, abnormale oder unerwünschte Samen anhand ihrer Farbe zu identifizieren. Dies stellt sicher, dass Tierfutter konsistent und von besserer Qualität ist, was die Tiergesundheit und -produktivität unterstützt.
Recycling:
In der Recyclingindustrie werden Sortierer verwendet, um farbiges Plastik zu sortieren. Maschinen erhöhen die Effizienz des Recyclings, indem sie sicherstellen, dass Plastik vor der Verarbeitung nach Farbe sortiert wird, was zu Endprodukten führt, die reiner und von besserer Qualität sind.
Chemische Industrie:
Chemische Industrien können Farbsortiermaschinen verwenden, um Materialien wie Chemikalien, Kunststoffe und Mineralien zu klassifizieren. Dies erhöht die Effizienz der Produktion, indem unerwünschte Materialien getrennt werden und die Produktreinheit verbessert wird.
Bei der Auswahl einer Farbsortiermaschine sollten Käufer die folgenden Schlüsselfaktoren berücksichtigen:
Zu sortierendes Getreide
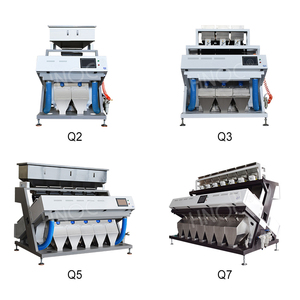
Verschiedene Arten von Farbsortierern wurden entwickelt, um bestimmte Getreidesorten effektiv zu sortieren. So ist beispielsweise die Reissortiermaschine speziell für die Sortierung von Reis ausgelegt, während der Weizensortierer für die Verarbeitung von Weizen optimiert ist. Bei der Auswahl eines Farbsortierers ist es wichtig, einen zu wählen, der für die jeweilige Getreidesorte ausgelegt ist, die verarbeitet werden soll. Die Auswahl der richtigen Maschine für das betreffende Getreide garantiert eine effiziente Sortierung und minimale Produktschäden.
Säkapazität
Die Kapazität einer Getreidesortiermaschine bezieht sich auf die durchschnittliche Menge an Produkt, die sie in einer Stunde sortieren kann. Dieser Wert ist entscheidend, da er sich auf die Effizienz einer Verarbeitungslinie auswirken kann. Bei der Berücksichtigung der Sortierkapazitäten ist es wichtig, die Kapazität der Maschine an die beabsichtigte Verwendung anzupassen. Ob für einen kleinen Betrieb oder eine große Industrieanlage, es ist wichtig, eine Kapazität zu wählen, die dem Bedarf entspricht. Für Großanlagen kann eine Maschine mit höherer Kapazität vorteilhaft sein, um den Sortierbedarf effizient zu decken.
Qualität der Sortierung
Nicht alle Sortierer sind gleich; ihr Design und ihre Technologie können die Qualität der Endsortierung beeinflussen. Einige Modelle sind möglicherweise in der Lage, Fremdmaterialien wie Steine oder kranke Körner zu erkennen und zu entfernen, während andere möglicherweise nur nach Farbunterschieden sortieren. Es ist wichtig, die gewünschte Sortierqualität zu priorisieren und einen Sortierer zu wählen, der diese erreichen kann. Außerdem kann die Sortiereffizienz einer Maschine je nach ihren Einstellungen, der Art des zu verarbeitenden Getreides und den von ihr verwendeten Farberkennungsalgorithmen variieren.
Betriebs- und Wartungskosten
Es ist wichtig, nicht nur den Anschaffungspreis einer Maschine zu berücksichtigen, sondern auch die langfristigen Betriebs- und Wartungskosten. Die Entscheidung für einen Sortierer mit niedrigem Energieverbrauch kann langfristig zu erheblichen Kosteneinsparungen führen. Darüber hinaus kann eine Maschine, die einfach zu warten ist, dazu beitragen, Ausfallzeiten zu reduzieren und kostspielige Unterbrechungen des Sortierprozesses zu vermeiden. Einige Sortierer können höhere Wartungskosten verursachen, da sie spezielle Teile oder Serviceleistungen erfordern, daher ist es wichtig, dies bei der Gesamtkostenanalyse zu berücksichtigen.
F1: Was sind die Vorteile einer Farbsortiermaschine?
A1: Eine Farbsortiermaschine für Getreidesamen bietet viele Vorteile, wie z. B. eine Steigerung des Ertrags, eine Verbesserung der Produktqualität, eine Erhöhung der Gewinnmargen und eine Verbesserung des automatisierten Betriebs der Maschine.
F2: Kann ein Getreidesortierer beschädigte Körner erkennen?
A2: Ja, einige Farbsortierer sind speziell für die Erkennung beschädigter Körner konzipiert. Diese Funktion ist jedoch möglicherweise bei einigen Modellen verfügbar und bei anderen nicht. In der Regel wird ein beschädigtes Korn, das verfärbt oder verfärbt ist, vom Farbsensor erkannt. Der Sortierer wird dann die entsprechenden Maßnahmen ergreifen, indem er es in den Ausstoßbereich sortiert.
F3: Kann eine Farbsortiermaschine für verschiedene Getreidesorten verwendet werden?
A3: Ja, aber nur, wenn sie mit dem entsprechenden Sensortyp ausgestattet ist. Außerdem müssen die Parametereinstellungen angepasst werden, um die Sortierleistung für die spezifische Getreideeigenschaft zu optimieren.
F4: Wie lange kann eine Farbsortiermaschine für Lebensmittel verwendet werden?
Sortierer sind so gebaut, dass sie jahrelang in industriellen Umgebungen eingesetzt werden können. In der Regel kann die Maschine bei ordnungsgemäßer Wartung und Pflege viele Jahre lang Dienste leisten. Die Lebensdauer hängt jedoch von der Bauqualität, der Sortiertechnologie und der Häufigkeit der Nutzung ab.
















