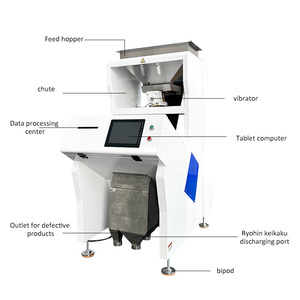
Einführung in die verwendete Farbsortiermaschine
Eine in verschiedenen Branchen verwendete Farbsortiermaschine ist ein komplexes Gerät, das entwickelt wurde, um die Sortiereffizienz und -genauigkeit zu verbessern. Diese Maschine spielt eine entscheidende Rolle bei der Automatisierung des Sortierprozesses basierend auf Farbe, Größe und Qualität und reduziert somit manuelle Arbeit und menschliche Fehler. Durch den Einsatz fortschrittlicher Technologie können diese Maschinen die Produktivität steigern und gleichzeitig die Qualitätskontrolle in verschiedenen Sektoren wie Lebensmittelverarbeitung, Recycling und Landwirtschaft optimieren.
Typen von verwendeten Farbsortiermaschinen
Farbsortiermaschinen gibt es in verschiedenen Ausführungen, die auf spezifische Branchenanforderungen zugeschnitten sind. Hier sind einige der häufigsten Typen:
- Schwerkraft-Farbsortierer: Diese Maschinen nutzen die Schwerkraft, um Materialien nach Größe und Farbe zu trennen.
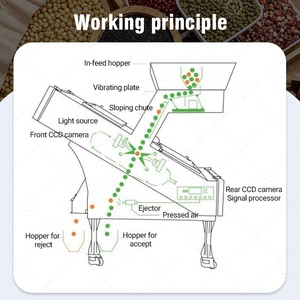
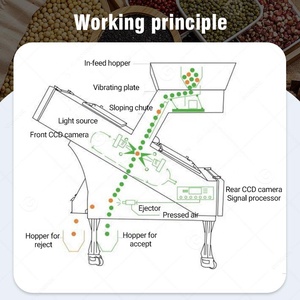
- Luftstrahlsortierer: Hochgeschwindigkeitsmaschinen, die Luftstrahlen verwenden, um unerwünschte Materialien basierend auf detektierten Farben wegzublasen.
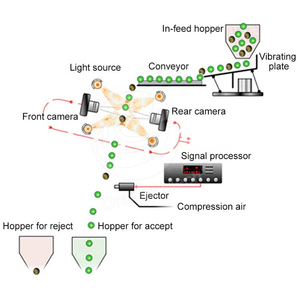
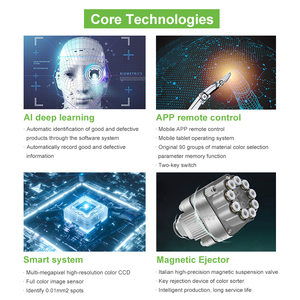
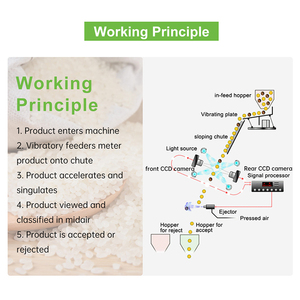
- Bildverarbeitungs-Sortierer: Verwenden hochentwickelte Kameras und Bilderkennungstechnologie, um Objekte basierend auf ihren Farbeigenschaften präzise zu identifizieren und zu sortieren.
- Multispektralsortierer: Maschinen, die in der Lage sind, ein breiteres Farbspektrum zu erkennen und Farben zu differenzieren, die ansonsten schwer zu sortieren sind, besonders nützlich in der Lebensmittelsicherheit und Qualitätssicherung.
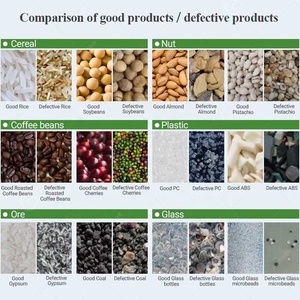
Anwendungen von verwendeten Farbsortiermaschinen
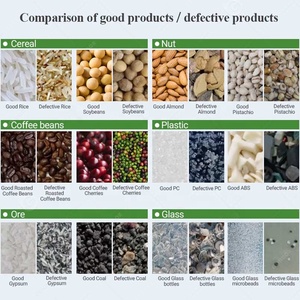
Verwendete Farbsortiermaschinen können effizient eine Vielzahl von Materialien in mehreren Anwendungen sortieren:
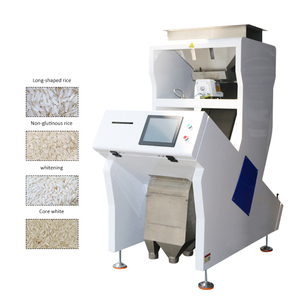
- Lebensmittelindustrie: Das Sortieren von Obst, Gemüse, Getreide und Nüssen nach Farbe gewährleistet Einheitlichkeit und Qualität, erfüllt die Erwartungen der Verbraucher und die Sicherheitsvorschriften.
- Recycling: Diese Maschinen trennen recycelbare Materialien wie Kunststoffe und Metalle nach Farbe, was hilft, die Recyclingquoten zu erhöhen und Kontaminationen zu reduzieren.
- Textilindustrie: In der Textilbranche eingesetzt, um Stoffe nach Farbe zu klassifizieren und so eine Konsistenz in der Produktion sicherzustellen.
- Pharmazeutika: Wichtig für das Sortieren von Tabletten und Kapseln nach Farbe, was bei der Qualitätskontrolle und der Einhaltung von Vorschriften hilft.
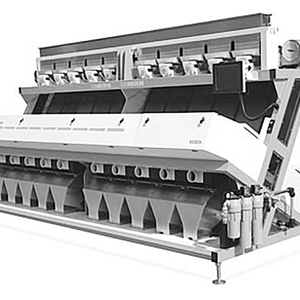
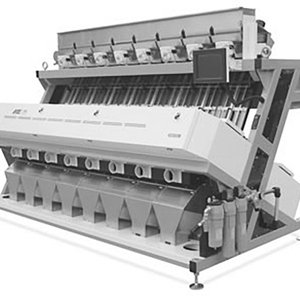
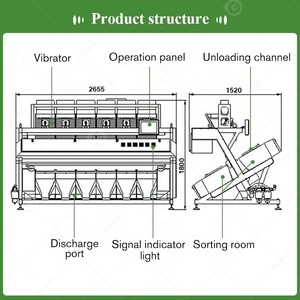
Eigenschaften von verwendeten Farbsortiermaschinen
Bei der Berücksichtigung einer verwendeten Farbsortiermaschine ist es entscheidend, die wichtigsten Eigenschaften zu bewerten, um sicherzustellen, dass sie zu Ihrem Unternehmen passt:
- Hochgeschwindigkeits-Sortierung: Viele moderne Maschinen arbeiten mit hohen Geschwindigkeiten und ermöglichen das Sortieren von Tausenden von Artikeln pro Minute.
- Fortschrittliche Sensortechnologie: Hochmoderne Sensoren erkennen subtile Farbvariationen und Größen, was die Sortiergenauigkeit verbessert.
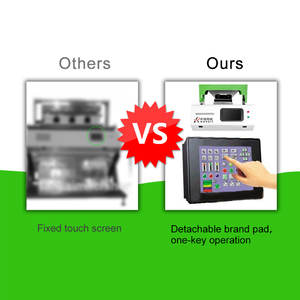
- Benutzerfreundliche Schnittstelle: Die meisten Maschinen verfügen über intuitive Software, die es den Bedienern ermöglicht, Parameter einfach festzulegen und die Sortierleistung zu überwachen.
- Robuste Konstruktion: Entwickelt, um herausfordernden industriellen Umgebungen standzuhalten, bietet Langlebigkeit und zuverlässige Leistung.
- Energieeffizienz: Viele Modelle sind so konzipiert, dass sie den Energieverbrauch minimieren, was hilft, die Gesamtkosten im Betrieb zu senken.
Vorteile der Verwendung von verwendeten Farbsortiermaschinen
Die Investition in eine verwendete Farbsortiermaschine bietet zahlreiche Vorteile, die die Geschäftsabläufe verbessern können:
- Verbesserte Qualitätskontrolle: Durch die Automatisierung des Sortierprozesses können Unternehmen hohe Qualitätsstandards mit weniger Abweichungen aufrechterhalten.
- Kosteneffizienz: Reduziert die Arbeitskosten im Laufe der Zeit, indem der Bedarf an manueller Sortierung minimiert wird, wodurch das Personal sich auf wertvollere Aufgaben konzentrieren kann.
- Erhöhte Effizienz: Maschinen können Materialien schneller verarbeiten und sortieren als manuelle Methoden, was zu schnelleren Durchlaufzeiten führt.
- Verbesserter Produktwert: Durch die Sicherstellung von Farbkonstanz und Qualität können Unternehmen die Marktgängigkeit und den Wert ihrer Produkte verbessern.
- Skalierbarkeit: Diese Maschinen können je nach Geschäftsbedarf skaliert werden und sich leicht an unterschiedliche Betriebsgrößen anpassen.



















































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4