
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(1118 Produkte verfügbar)

















































































































































































































Abhängig von verschiedenen Attributen wie Funktion, Mechanismus, Anwendung usw. lassen sich die Farbsortiermaschinen mit Sensoren in verschiedene Typen einteilen.
Funktionelle Klassifizierung
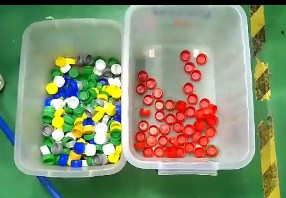
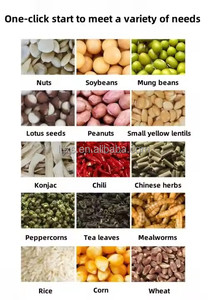
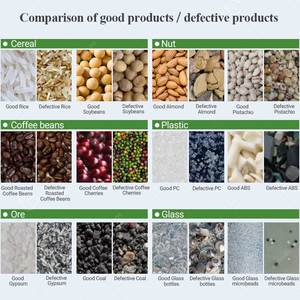
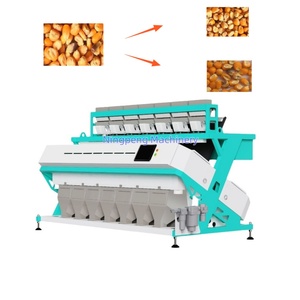
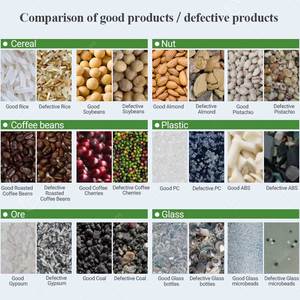
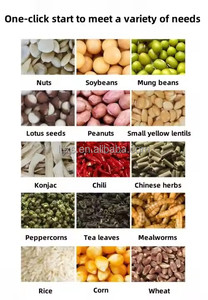
Der Sensorsortierer dient zur Trennung von farbebasierten Artikeln. Er umfasst industrielle Lebensmittelfarbsortierer, die für landwirtschaftliche und Lebensmittelprodukte wie Getreide, Obst, Nüsse, Gemüse usw. verwendet werden. Der industrielle Farbsortierer für Kunststoffe und Materialien sortiert verschiedene Arten von Kunststoffen. Er wird auch verwendet, um unerwünschte farbige Mineralien, Metalle und andere Materialien zu sortieren.
Mechanismusbasierte Sortierung
Die optischen Sortiergeräte nutzen Bildgebungstechnologie, um nach Farbe zu sortieren. Die digitalen Sortierer verwenden fortschrittlichere Technologien wie KI und maschinelles Lernen für präzise Sortierung und Hochgeschwindigkeitsverarbeitung.
Technologiebasierte Sortierung
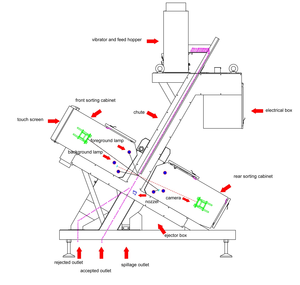
Optische Sensorsortierer sind Sortierer, die Kameras und Lichtsensoren verwenden, um Farben zu erkennen und dann unterschiedlich farbige Objekte zu trennen. Basierend auf vordefinierten Kriterien analysieren digitale Farbsortierer die Farbdaten des Artikels und treffen sofortige Entscheidungen, um den Artikel zu akzeptieren oder abzulehnen. Luftblas-Sortierer hingegen verwenden Luftstöße, um unerwünschte Materialien abzulehnen. Sie werden in der Regel zum Sortieren von Lebensmitteln wie Reis, Bohnen und anderen Samen verwendet.
Anwendungsbasierte Klassifizierung
Der im Lebensmittelbereich eingesetzte Sortierer unterscheidet sich deutlich von den industriellen Sortierern. Die Lebensmittelsortierer begegnen einer Vielzahl von lebensmittelbezogenen Artikeln mit engen Farbnähe. Daher ist ihre Präzision von höchster Qualität. Im Gegenteil, Plastik- und optische Sortierer können beschleunigte Motoren, aggressive Zuführsysteme und robustere Auswurfsysteme aufweisen.
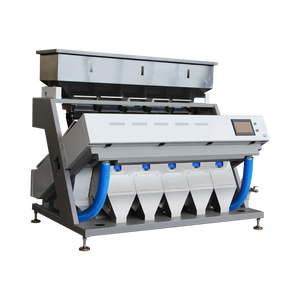
Industrielle Farbsortiermaschinen sind spezielle sensorgestützte Geräte, die mit verschiedenen Spezifikationen ausgestattet sind, um verschiedene Arten von Produkten zu sortieren. Sie verfügen in der Regel über Sensoren mit unterschiedlichen Erkennungsfähigkeiten. Einige können Farbunterschiede auf granularer Ebene erkennen, während andere nach bestimmten Farben oder sogar Farbtönen sortieren können. Sortiermaschinen verfügen über Algorithmen, die es ihnen ermöglichen, Wellenlängenunterschiede zu erkennen, die verschiedenen Farben entsprechen. Die Software organisiert die Artikel anhand der vorgegebenen Kriterien und kann je nach Sortierpräferenzen eines bestimmten Unternehmens angepasst werden.
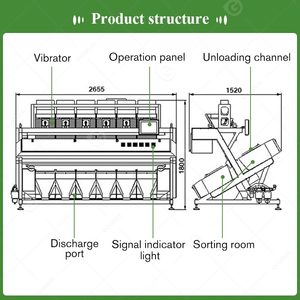
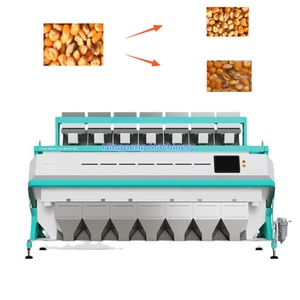
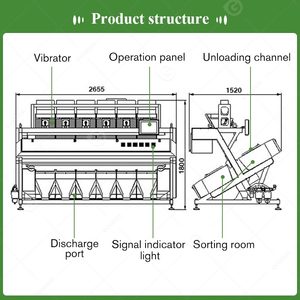
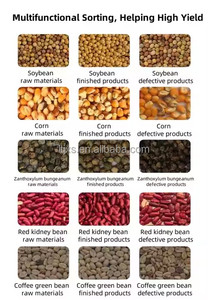
Diese Maschinen haben einen großen Durchsatzbereich. Einige können mehrere Tonnen Produkte pro Stunde verarbeiten, während andere kleinere Mengen verarbeiten. Die gewählte Kapazität hängt in der Regel von dem zu sortierenden Artikel sowie den spezifischen Bedürfnissen des Unternehmens ab. Farbsortiermaschinen haben Sortiergenauigkeiten im Bereich von 98% bis 99,9%. Die Präzisionsrate, mit der sie unerwünschte Farben, Defekte oder Verunreinigungen sortieren können, ist relativ hoch. Darüber hinaus unterscheiden sich auch ihre Zuführ- und Entladesysteme nach Artikeln. Typische Systeme umfassen Schwingförderer, Förderbänder sowie pneumatische Rohre. Die Art des gewählten Systems beeinflusst die Durchsatzkapazität, die Zuführgenauigkeit und die Sortiereffizienz.
Damit solche Maschinen optimal funktionieren können, müssen sie regelmäßig gewartet werden. Der Wartungsprozess der Farbsortiermaschine mit Sensoren kann je nach Anweisung des Herstellers unterschiedlich sein, aber die folgenden Verfahren werden im Allgemeinen empfohlen.
Lebensmittelindustrie:
Nicht-Lebensmittelindustrie:
Beim Kauf einer intelligenten Farbsortiermaschine ist es wichtig, einige Aspekte zu berücksichtigen.
Spezifikationen und gemeinsame Funktionen
Käufer sollten sich zunächst die Spezifikationen und gemeinsamen Funktionen des Farbsortierers ansehen. Typische zu berücksichtigende Spezifikationen sind die Sorten, die die Maschine sortieren kann, ihre Kapazität (in der Regel in kg/h), die Anzahl der Sortierkanäle und Behälter, die Größe und Auflösung der Erfassungskamera(s), die Art der Beleuchtung, die für die Sortierung verwendet wird, sowie die Softwarefunktionen und die Benutzeroberfläche.
Es ist auch wichtig, die gemeinsamen Eigenschaften von Sortierern zu analysieren, die von verschiedenen Anbietern bereitgestellt werden. So verfügen viele Sortierer mittlerweile über Anti-Staub-Vorrichtungen, die verhindern, dass Staub in die inneren Teile gelangt und die elektronischen Komponenten beschädigt. Einige Maschinen verfügen über automatische Systeme zur Reinigung der Sortierkammer, um die Sortiergenauigkeit der Maschine zu erhalten. Andere verfügen über Datenübertragungsfunktionen, die Fernzugriff und -überwachung über das Internet ermöglichen. Mit solchen Funktionen können Benutzer Sortierdaten sammeln, Benachrichtigungen erhalten und die Leistung der Maschine aus der Ferne überwachen.
Eignung für den zu sortierenden Artikel
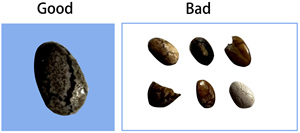
Ein Sensorsortierer, der zum Sortieren eines Produktyps geeignet ist, ist möglicherweise nicht für einen anderen Artikel ideal, da es inhärente Unterschiede gibt (z. B. Materialien, Formen, Größen und Sortieranforderungen). Daher ist es wichtig, eine Maschine auszuwählen, die für den zu sortierenden Artikel geeignet ist. Da verschiedene Arten von Sortierern so konzipiert sind, dass sie verschiedene Arten von Farbanomalien erkennen und sortieren (z. B. Defekte, Fremdstoffe, Kelchblätter und Verunreinigungen), sollten Käufer einen Sortierer erhalten, der ihren speziellen Sortierbedürfnissen entspricht.
So ist ein optischer Sortierer beispielsweise ideal zum Sortieren von Granulat und Reis, während ein digitaler Bildsortierer für die Sortierung von Kaffee effektiver ist, da er Kaffeebohnen nach Größe, Form und Farbe sortieren kann.
Herstellungspartner
Berücksichtigen Sie den Hersteller, der die Maschine liefert. Ein guter Hersteller bietet robusten After-Sales-Support und eine Garantie, die dem Käufer ein Gefühl der Sicherheit verschafft. Er wird auch in Forschung und Entwicklung (F&E) investieren und seine Produkte ständig verbessern, um den sich ständig ändernden Bedürfnissen seiner Kunden gerecht zu werden. Einige Hersteller ermöglichen es ihren Kunden auch, ihre Maschinen an einzigartige Geschäftsanwendungen anzupassen. Der Blick auf den Ruf des Herstellers in der Branche kann einem auch bei der Auswahl eines geeigneten Geschäftspartners helfen. Ein guter Hersteller mit einem hervorragenden Ruf sorgt dafür, dass nur die besten Sortierer auf den Markt kommen.
Budgetüberlegungen
Schließlich müssen Käufer ihr Budget berücksichtigen. Es ist wichtig, einen Sortierer zu finden, der zum Budget des Käufers passt und gleichzeitig die oben genannten Anforderungen erfüllt. Die Sortierkapazität skaliert in der Regel mit dem Preis. Wenn die Anwendung des Käufers mit einem Sortierer mit weniger Sortierungen pro Stunde gut funktionieren würde, sollte er die Maschine wählen, die in sein Budget passt. Es ist auch ratsam, die oben genannten Funktionen der Sortierer zu untersuchen und diejenigen zu priorisieren, die für die beabsichtigte Anwendung entscheidend sind.
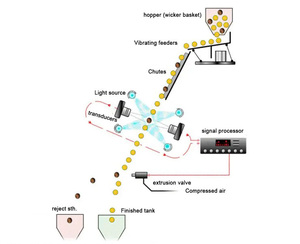
Q1: Wie funktioniert eine Farbsortiermaschine?
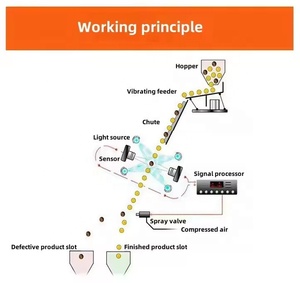
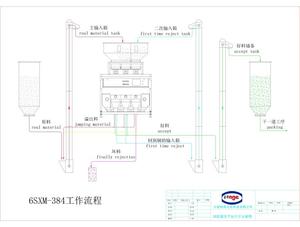
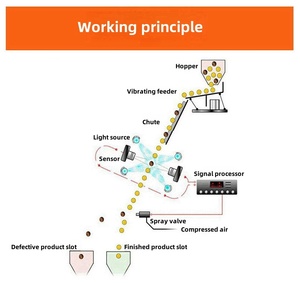
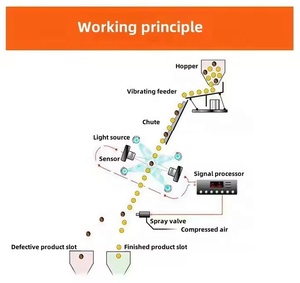
A1: Die Farbsortiermaschine hat verschiedene Prozesse zu befolgen. Zunächst untersucht die Sensorenerkennung die Farben der Objekte. Dann erfolgt ein Entscheidungsprozess durch die Software, der identifiziert, was behalten und was abgelehnt werden soll. Anschließend erfolgt die Sortierung über Luftstrahlwechsel, die die unerwünschten Artikel in einen anderen Behälter oder eine andere Bahn leiten.
Q2: Was sind die Vorteile von Farbsortiermaschinen?
Die Vorteile einer Farbsortiermaschine sind vielfältig. Einer davon ist die verbesserte Qualität des Endprodukts nach der Sortierung. Es gibt auch eine höhere Produktionseffizienz, da die Maschine schneller arbeiten kann als manuelle Arbeit. Bitte beachten Sie auch, dass die Maschine so programmiert werden kann, dass sie verschiedene Arten von Artikeln sortiert.
Q3: Welche Arten von Lebensmitteln sortiert eine Farbsortiermaschine?
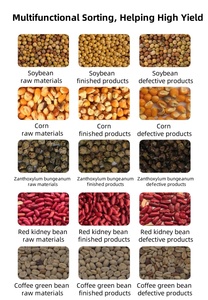
Einige Beispiele sind Früchte wie Mango, Orange, Wassermelone, Tomate und Apfel; Gemüse wie Linsen, Erbsen, Bohnen, Kichererbsen, Reis und andere Samen. Farbsortiermaschinen können auch zum Sortieren von Nicht-Lebensmitteln wie Mineralien wie Eisen, Jute und Nickel verwendet werden.
Q4: Was ist die Fähigkeit einer Farbsortiermaschine?
A4: Die Kapazität von Farbsortiermaschinen unterscheidet sich je nach Maschinentyp. So kann ein 8-Kanal-Sortierer für Reis 2000 kg/h und für Erdnüsse 1200 kg/h schaffen. Eine 32-Kanal-Maschine kann hingegen 4000 kg/h für Reis und 3000 kg/h für Weizen sortieren.
















