
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(421 Produkte verfügbar)





















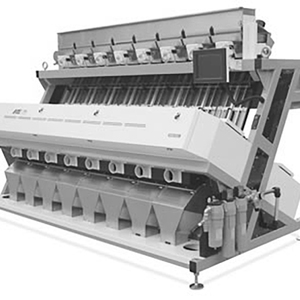
























































































































































































Chinesische Lebensmittelsortiermaschinen werden immer wichtiger, da Kunden und Verbraucher heute großen Wert auf die Qualität ihrer Lebensmittel legen. Auch die Haustierfutter-, Saatgut-, Getreide- und Nussindustrie möchte wissen, welche Art von Lebensmitteln sie verarbeitet. Farbsortiermaschinen zeigen genau diese verschiedenen Lebensmittelsorten. NIR-Farbsortiermaschinen verwenden Nahinfrarotlicht, um Lebensmittel anhand ihrer chemischen Zusammensetzung zu identifizieren und zu sortieren.
Die einzigartigen Wellenlängen von NIR-Sensoren können verschiedene Arten von Lebensmitteln anhand ihrer molekularen Zusammensetzung und Struktur unterscheiden. So kann beispielsweise zwischen Lebensmitteln wie Obst, Gemüse, Getreide, Nüssen und tierischem Eiweiß unterschieden werden. Das bedeutet, dass es möglich ist, gewünschte Lebensmittel von unerwünschten Lebensmitteln zu trennen.
Einige NIR-Maschinen kombinieren auch verschiedene Sensorentechnologien für eine genauere Sortierung. Dazu können RGB-Kameras (Rot, Grün, Blau) für die Farbanalyse, Spektralkameras für die detaillierte Analyse der chemischen Zusammensetzung und andere Sensortypen wie Fluoreszenz- oder Hyperspektralsensoren gehören. NIR-Maschinen mit verschiedenen Sensortypen können zwischen guten Lebensmitteln anhand ihrer Farbe und solchen mit schädlichen Eigenschaften, wie z. B. Schimmel oder Verunreinigungen, unterscheiden.
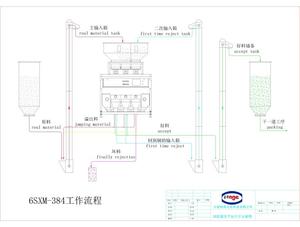
Alle diese Sensoren senden Signale an einen Hochgeschwindigkeitscomputer, der die Informationen verarbeitet. Der Computer ist mit spezifischen Kriterien für Lebensmittelartikel programmiert und verwendet Algorithmen der künstlichen Intelligenz und des maschinellen Lernens, um die Daten zu klassifizieren und Entscheidungen auf der Grundlage der eingehenden Daten zu treffen. Wenn die unerwünschten Lebensmittel identifiziert werden, verwendet die Sortiermaschine ein präzises und schnelles Auswurfsystem, um die unerwünschten Lebensmittel von den akzeptierten guten Lebensmitteln zu entfernen.
Die Sortierentscheidungen, die von der Lebensmittelfarbsortiermaschine getroffen werden, und die Aktionen ihres Auswurfsystems erfolgen in Sekundenschnelle. Deshalb können diese Maschinen pro Stunde Tausende von Kilogramm Lebensmittel sortieren.
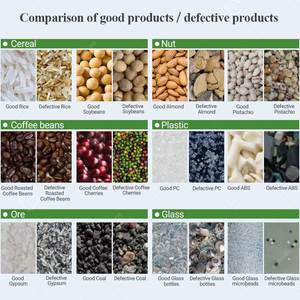
NIR-Lebensmittelsortiermaschinen können viele Arten von unerwünschten Lebensmitteln aussortieren, wie z. B.:
Einige Arten von NIR-Sortiermaschinen umfassen Modelle mit einer einzelnen Infrarotkamera, z. B. NIR-Lebensmittelsortiermaschinen für Getreide, Nüsse und Bohnen, und Modelle mit vierkanaligen Hyperspektralsensoren, z. B. Kartoffel-NIR-Sortiermaschinen. Ein vierkanaliger Hyperspektralsensor kann detailliertere Informationen über das zu analysierende Lebensmittel erfassen, einschließlich seiner chemischen Zusammensetzung, inneren Struktur und molekularen Zusammensetzung, die eine Einkanal-Kamera nicht erfassen kann. Zu den anderen Sortiermaschinen gehören Modelle mit RGB-Sensoren und solche mit Kamerasensoren und anderen Sensortypen wie Fluoreszenzsensoren.
Eine typische NIR-Farbsortiermaschine ist in verschiedenen Bereichen von entscheidender Bedeutung, in denen die Sortierung von Produkten von größter Bedeutung ist, um Standards, Qualität und Sicherheit zu gewährleisten.
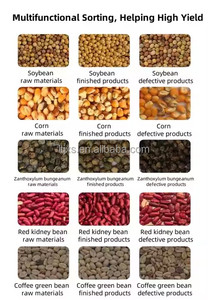
Optimierung der Lebensmittelverarbeitung:
Die Lebensmittel- und Getränkeindustrie ist wohl der größte Nutznießer von NIR-Sortierern. Farbsortierer verbessern die Qualitätskontrolle, indem sie unerwünschte Elemente anhand der Farbe identifizieren und entfernen. Dies ist der Fall, wenn NIR-Maschinen Getreide wie Reis, Bohnen und Weizen durchsieben. Die Maschinen verwerfen verfärbtes, verschrumpeltes oder kontaminiertes Getreide, um sicherzustellen, dass nur Lebensmittel von höchster Qualität an die Kunden gelangen.
Verbesserung der Ergebnisse im Bergbau:
In der Bergbauindustrie verbessern NIR-Sortierer die Erträge im Bergbau, indem sie wertvolle Mineralien und Erze von Gangart unterscheiden, die keinen wirtschaftlichen Wert hat. So werden z. B. NIR-Farbsortierer während des Goldabbaus eingesetzt, um Gesteine auszusortieren, die kein Gold enthalten, wodurch die Kosten der nachgelagerten Verarbeitung minimiert werden.
Reinigung von Recyclingströmen:
Der Kunststoff-NIR-Sortierer hat sich als unverzichtbar erwiesen, um die Recyclingquoten zu erhöhen und die Nachhaltigkeit zu verbessern. Solche Sortierer können verschiedene Kunststoffpolymere identifizieren und sie daher präzise trennen, um eine ordnungsgemäße Verarbeitung zu gewährleisten. Außerdem können Farbsortierer Verunreinigungen aus Recyclingströmen erkennen und entfernen, wodurch die Reinheit des recycelten Materials verbessert wird. Mit diesen Fähigkeiten sind Farbsortierer in kommunalen Recyclinganlagen sehr effizient geworden.
Verbesserung der Textilqualität:
Die Textilindustrie setzt ebenfalls Farbsortierer ein, um die Farbstabilität und Qualität von Textilien zu gewährleisten. Die Maschine sortiert Fasern und Gewebe nach Farbe. Sie korrigiert auch Farbabweichungen während des Färbeprozesses. Dadurch minimieren Hersteller Defekte und steigern die Kundenzufriedenheit.
Bei der Auswahl eines Farbsortierers NIR für das Unternehmen ist es wichtig, eine sorgfältige Analyse der Sortiermaschine durchzuführen, die für den Kauf oder die Lieferung ausgewählt wird. Im Allgemeinen können zwei Ansätze bei diesem Auswahlprozess angewendet werden.
Bedarfsermittlung
Vor dem Kauf eines Produkts ist es immer wichtig, die wichtigsten Funktionen zu identifizieren, die für das gewünschte Ziel benötigt werden. Dies kann durch eine gründliche Analyse der Anwendung des Artikels in der gegenwärtigen Situation und sogar in der Zukunft geschehen. Beim Kauf eines NIR-Farbsortierers für Reis oder andere Lebensmittelprodukte ist es wichtig, die Produkte zu identifizieren, die ein solcher Sortierer effizient verarbeiten kann. Dies wird weiter dazu beitragen, die erwartete Kapazität und Präzision der zu kaufenden Maschine zu bestimmen. Darüber hinaus können Sie mit einer gründlichen Bedarfsanalyse die besonderen Merkmale des Sortierers feststellen, z. B. die Fähigkeit des Sortierers, nicht nur die Farbe, sondern auch andere Eigenschaften wie Form und Größe, Beleuchtungssysteme und die Arten von Materialien zu erkennen, die der Sortierer verarbeiten kann.
Marktforschung
Angesichts der Vielzahl von NIR-Sortiermaschinen, die zum Kauf angeboten werden, wird eine Marktforschungsstudie Käufer nicht nur verschiedenen Typen und einzigartigen Verkaufsargumenten der Sortierer aussetzen, sondern auch Informationen über verschiedene Modelle von zahlreichen Herstellern liefern. Sie wird Käufern auch helfen, die verschiedenen verfügbaren Anpassungsmöglichkeiten zu erkennen. Eine gründliche Marktforschung hilft Käufern, eine fundierte Entscheidung zu treffen, wenn es darum geht, eine Sortiermaschine auszuwählen, die ihrem Bedarf entspricht.
F: Welche Funktionen hat eine Farbsortiermaschine?
A: Die Grundfunktion einer Farbsortiermaschine besteht darin, unerwünschte Materialien zu identifizieren und zu trennen. Dank der fortschrittlichen Sensortechnologie kann sie selbst kleinste Farbabweichungen im Produkt erkennen, die entweder natürlich vorkommen oder auf Fremdstoffe zurückzuführen sind. Sobald die unerwünschten Materialien identifiziert wurden, werden sie durch Ausblasen mit Luftdüsen vom Zielprodukt getrennt.
Zu den Sortierfunktionen kann auch die Trennung verschiedener Sorten desselben Produkts gehören, wie z. B. Trauben oder Reis unterschiedlicher Größe und Farbe. Während die häufigste Sortiermethode die Sortierung nach Farbe ist, kann eine digitale Farbsortiermaschine auch zwischen Formen, Schattierungen und sogar Mustern unterscheiden. Darüber hinaus sind einige Maschinen so programmiert, dass sie Produkte anhand des Feuchtigkeitsgehalts identifizieren und sortieren - Pilze und Insekten, einschließlich Käfer und Bohrer, Fremdstoffe wie Steine und Metall, defekte Körner und physikalische Verunreinigungen wie mehlige Körner. Auch eine Sortierfunktion nach Geräuschen ist möglich, z. B. die Erkennung infizierter Körner, die ein bestimmtes Geräusch erzeugen. Der Sortierer sortiert dann die infizierten Körner aus, wodurch die manuelle Auslese entfällt.
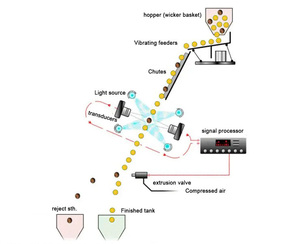
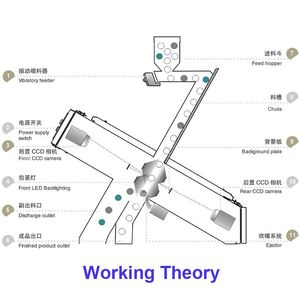
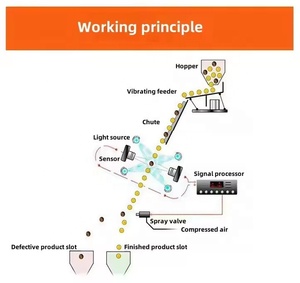
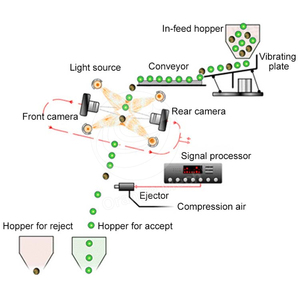
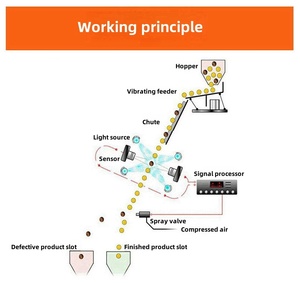
F: Wie funktioniert eine Farbsortiermaschine?
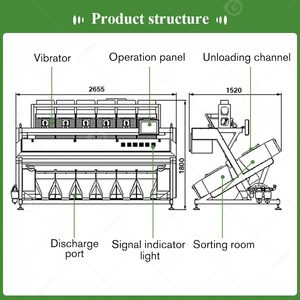
A: Eine Farbsortiermaschine arbeitet in einem einfachen dreistufigen Prozess. Zunächst wird eine Probe von Produkten mit hellen LED-Leuchten beleuchtet, um die verschiedenen Farben sichtbar zu machen. Zweitens werden hochauflösende Kameras und Sensoren verwendet, um Bilder der beleuchteten Produkte aufzunehmen und ihre Farben und Farbtöne zu analysieren, um unerwünschte oder unerwünschte Farben zu erkennen. Drittens werden die unerwünschten oder unerwünschten Farben, sobald die Analyse abgeschlossen ist, identifiziert und vom Rest des Produkts unterschieden. Luftdüsen blasen sie dann aus dem Strom, während die gewünschten Farben passieren dürfen.
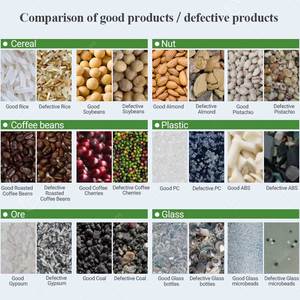
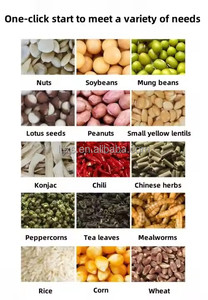
F: Welche Arten von Produkten kann ein Farbsortierer sortieren?
A: Farbsortiermaschinen sind anpassungsfähig und können eine große Bandbreite an Produkten in verschiedenen Branchen sortieren. Einige der häufigsten werden im Folgenden aufgeführt:
















