Arten von optischen Sortiermaschinen
Alle optischen Sortiermaschinen verwenden Licht, um bestimmte Gegenstände zu identifizieren. Je nach Branche und Anwendung gibt es jedoch verschiedene Typen. Hier sind einige gängige Arten von optischen Sortierern:
-
Teleskopsortierer
Teleskopsortierer sind optische Sortiermaschinen, die Teleskope verwenden, um Gegenstände zu identifizieren und zu trennen. Normalerweise sind sie an Förderbändern befestigt. Teleskopsortierer sind in der Recyclingindustrie beliebt. Sie verfügen über die Sortierfähigkeit und Anpassungsfähigkeit, um verschiedene Materialien zu trennen.
-
Farbsortierer
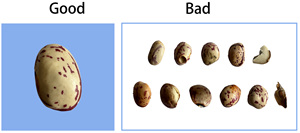
Farbsortierer können Lebensmittel oder andere Objekte anhand von Farbunterschieden identifizieren und trennen. Solche Unterschiede können zwischen Farbtönen, Helligkeit und Sättigung bestehen. Farbsortierer sind in der landwirtschaftlichen und Lebensmittelverarbeitungsindustrie beliebt. Sie werden häufig zum Sortieren von Hülsenfrüchten wie roten und gelben Linsen, Bohnen, grünen Erbsen, Reis usw. verwendet. Indem sie unerwünschte und verfärbte Hülsenfrüchte und Reis von den richtigen entfernen, tragen sie dazu bei, die Produktqualität und die Kundenzufriedenheit zu verbessern.
-
Infrarotsortierer
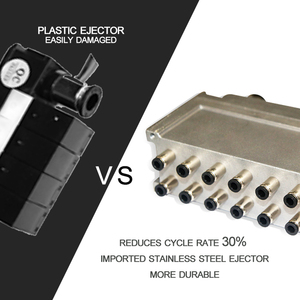
Infrarotsortierer sind eine Art von optischen Sortiermaschinen, die Objekte anhand ihrer Infrarotmerkmale identifizieren und trennen. Diese Arten von Maschinen werden häufig in Materialverwertungsanlagen (MRFs) und Kunststoffrecyclinganlagen eingesetzt. Sie sind entscheidend, um sicherzustellen, dass recycelte Kunststoffe rein und von ausgezeichneter Qualität sind, da sie nicht recycelbare Materialien wie Infrarotsortierkappen, PVC-Verunreinigungen und andere erkennen und trennen können.
-
Lasersortierer
Lasersortierer sind optische Sortiermaschinen, die Laserstrahlen verwenden, um Gegenstände anhand ihrer Größe, Form und ihres Gewichts zu erkennen und zu trennen. Sie arbeiten, indem sie Laserstrahlen auf den zu sortierenden Gegenstand richten, der ein Signal zurückreflektiert, das die Maschine interpretiert. Lasersortierer sind vielseitige und hochpräzise Sortierer. Sie werden typischerweise in der Lebensmittelverarbeitungsindustrie, in Recyclinganlagen und in der industriellen Fertigung eingesetzt.
-
Elektro-optische Sortierer
Elektro-optische Sortierer sind in der Lebensmittelverarbeitungs- und Recyclingindustrie beliebt. Sie werden für verschiedene Anwendungen eingesetzt, darunter das Sortieren von Obst und Gemüse nach Reifegrad, Farbe und Qualität sowie das Trennen von Verunreinigungen aus recycelbaren Materialien.
Spezifikation und Wartung
Die Spezifikationen für eine optische Sortiermaschine können je nach Branche und Sortieraufgabe variieren. Im Allgemeinen umfassen einige wichtige Merkmale die Kapazität, also die Menge an Material, die pro Zeiteinheit verarbeitet wird; die Genauigkeit, also der Prozentsatz der korrekt sortierten Produkte; sowie die Auflösung der Maschine, also ihre Fähigkeit, zwischen ähnlichen Produkten zu unterscheiden; und die Vielfalt der sortierbaren Parameter, darunter Form, Farbe, Größe, Textur und chemische Zusammensetzung.
Wie alle Maschinen müssen optische Sortiermaschinen regelmäßig gewartet werden, um ihren einwandfreien Betrieb zu gewährleisten. Das regelmäßige Reinigen der Maschine verhindert die Ansammlung von Schmutz und Produktresten und sorgt so für eine optimale Leistung. Zweitens ist die Kalibrierung des Sortierers auf Genauigkeit entscheidend, da sie dazu beiträgt, die Sortiergenauigkeit im Laufe der Zeit zu erhalten. Optische Sortiermaschinen sollten regelmäßig geschmiert werden, um einen reibungslosen Betrieb bei jeder zu sortierenden Kapazität zu gewährleisten. Anfänger sollten die Handbücher des Herstellers überprüfen, um die empfohlenen Verfahren genau zu befolgen.
Einsatzszenarien von optischen Sortiermaschinen
Eine optische Sortiermaschine hat mehrere Anwendungen in verschiedenen Branchen. Hier sind einige:
-
Lebensmittelindustrie
Die optische Sortierung spielt eine entscheidende Rolle in der Lebensmittelindustrie. Sie trägt zur Lebensmittelsicherheit bei, indem sie Lebensmittel auf hohem Niveau inspiziert, um sowohl Kunden als auch Mitarbeiter zu schützen. Der Sortierer ermöglicht es Unternehmen, strenge gesetzliche Lebensmittelvorschriften einzuhalten und potenziell gefährliche Lebensmittel daran zu hindern, verarbeitet zu werden oder in die Öffentlichkeit zu gelangen. Eine optische Sortiermaschine wird häufig verwendet, um unerwünschte Lebensmittel wie faule Tomaten, Fremdkörper wie Steine und Verunreinigungen wie Insektenteile aus Getreide, Nüssen und Samen zu entfernen. Verschiedene Lebensmittel wie Getreide, Nüsse, Samen, Kaffeebohnen, Tiefkühlkost, Obst und Gemüse werden mit Hilfe einer optischen Sortiermaschine nach Größe, Form, Farbe und Qualität klassiert.
-
Recyclingindustrie
Optische Sortiersysteme werden in der Recyclingindustrie weit verbreitet eingesetzt, um verschiedene recycelte Materialien anhand von Farbe, Form und chemischer Zusammensetzung zu trennen. Kameras und Bildverarbeitungssoftware werden vom Sortierer verwendet, um zwischen verschiedenen Arten von Materialien zu unterscheiden. So können beispielsweise nicht recycelbare Gegenstände wie schwarze Plastikbehälter während der Sortierung verschiedener Arten von Kunststoffen, Gläsern und Papieren identifiziert und entfernt werden. Auf diese Weise erhöht das optische Sortiersystem die Reinheit und Qualität von recycelten Materialien, ermöglicht eine effiziente Verarbeitung und verhindert eine Kontamination von Recyclingströmen.
-
Bergbauindustrie
Die optische Sortiertechnologie hilft der Bergbauindustrie, wertvolle Mineralien und Erze anhand ihrer Farbe und Zusammensetzung zu identifizieren und zu sortieren. Dies führt zu verbesserten Mineralgewinnungsraten und geringeren Umweltbelastungen, da die Menge an Abfallmaterial, das an Verarbeitungsanlagen geschickt wird, reduziert wird. Darüber hinaus spielt der optische Sortierer eine entscheidende Rolle bei der Kohletrennung, wobei bestimmte Kohlequalitäten angestrebt werden, während Verunreinigungen wie Schmutz, Steine und andere Verunreinigungen entfernt werden. Durch die Verbesserung der Ressourcengewinnung und die Minimierung von Umweltschäden steigert die optische Sortierung die Produktivität bei Mineral- und Kohleextraktionsverfahren.
-
Chemische und pharmazeutische Industrie
Die pharmazeutische und chemische Industrie nutzt die optische Sortierung, um die Qualität und Reinheit der Rohstoffe zu gewährleisten, die in Herstellungsprozessen verwendet werden. Durch das Erkennen und Entfernen von Verunreinigungen, Fremdstoffen oder fehlerhaften Produkten erhöht die optische Sortierung die Produktqualität, minimiert das Risiko von Kontaminationen und verbessert die Gesamteffizienz der Produktion in diesen Branchen.
-
Textilindustrie
Die Textilindustrie nutzt die optische Sortierung, um Fasern, Stoffe und Materialien nach Farbe, Zusammensetzung und Qualität zu kategorisieren. Durch die Gewährleistung von Einheitlichkeit und das Entfernen unerwünschter Elemente verbessert der optische Sortierer die Produktqualität und rationalisiert die Produktionsprozesse.
-
Flughafen- und Sicherheitsscreening
Im Bereich der Flugsicherheit wird ein optisches Sortiersystem zum Screening und zur Identifizierung von Gepäck und Fracht eingesetzt. Diese Technologie spielt eine wichtige Rolle bei der Erkennung und Trennung verbotener Gegenstände und verbessert die Flugsicherheit sowohl für Passagiere als auch für Mitarbeiter.
So wählen Sie eine optische Sortiermaschine aus
Bei der Investition in eine optische Sortiermaschine müssen Käufer verschiedene Faktoren berücksichtigen, um sicherzustellen, dass sie ein Modell auswählen, das am besten für ihre Sortierbedürfnisse geeignet ist. Zuerst müssen sie identifizieren, welche Materialien sie mit der Maschine sortieren wollen und welche besonderen Merkmale nicht verhandelbar sind, wie z. B. die Empfindlichkeit gegenüber den spezifischen Parametern der betreffenden Materialien, ob Farbe, Größe, Form oder chemische Zusammensetzung. Es ist unerlässlich, dass die optische Sortiermaschine diese gewünschten Merkmale unter den verschiedenen Sorten genau erkennen und unterscheiden kann. Die Fähigkeit des optischen Sortierers, die Kapazität und den Durchsatz zu bewältigen, die für einen bestimmten Geschäftsprozess erforderlich sind, ist eine entscheidende Anforderung, die nicht übersehen werden darf. Eine zu kleine Zuweisung kann die Ressourcen nicht effizient nutzen, während eine zu große die Verarbeitungsfähigkeit der Maschine überlasten kann, was zu potenziellen Engpässen im Sortierprozess führt.
Als Nächstes müssen Käufer überlegen, ob die Art der in den Sortierer integrierten optischen Sortiertechnologie gut zu ihren Industriepraktiken und -anforderungen passt. Es stehen verschiedene optische Sortierer zur Verfügung, die jeweils über unterschiedliche Sortiertechnologien verfügen, die auf bestimmte Branchenbedürfnisse zugeschnitten sind, wie z. B. Farbsortierung, Formsortierung oder Verunreinigungsentfernung. Käufer müssen außerdem sicherstellen, dass die Form und Größe des Sortierers nahtlos in ihre bestehende Produktionslinie passt. Ein falsch angepasster Sortierer könnte den Produktionsablauf stören und zu mehr betrieblicher Ineffizienz als Effizienz führen.
Darüber hinaus ist die Benutzeroberfläche der optischen Sortiermaschine entscheidend dafür, wie effektiv die Sortierparameter eingestellt, überwacht und angepasst werden können. Eine benutzerfreundliche und intuitive Benutzeroberfläche ermöglicht es, die Sortierparameter schnell zu ändern, was mehr Flexibilität im Sortierprozess ermöglicht.
Schließlich werden Käufer den Grad an Service und Support wünschen, den der Hersteller eines Sortierers bietet. In jedem maschinenbasierten Betrieb stellt die prompte Verfügbarkeit von Wartungsdiensten und Support sicher, dass alle möglichen Unterbrechungen des Sortierprozesses schnell behoben werden können.
Häufig gestellte Fragen zur optischen Sortiermaschine
F1: Wie flexibel sind optische Sortierer?
A1: Optische Sortiermaschinen sind sehr flexibel. Sie können verschiedene Arten von Materialien sortieren, wie z. B. Lebensmittel, Plastik, Erde und Müll, wenn sie richtig eingestellt sind. Die Lichter und Kameras können umgeschaltet werden, um verschiedene Dinge anzusehen und zu sortieren.
F2: Was sind die neuesten Verbesserungen in der optischen Sortiertechnologie?
A2: Zu den Neuentwicklungen gehören intelligenteres Sortieren mit KI, schnellere Kameras und bessere LED-Leuchten für klarere Bilder. All dies verbessert die Geschwindigkeit, Genauigkeit und Effizienz des Sortierers.
F3: Ist es schwierig, einen optischen Sortierer zu warten?
A3: Nein, optische Sortierer sind für eine einfache Wartung ausgelegt. Routinearbeiten wie Reinigung, Kontrolle und Schmierung von Teilen sind erforderlich. Detaillierte Wartungshandbücher werden in der Regel mit den Sortierern mitgeliefert.
F4: Kann ein optischer Sortierer in Zukunft aufgerüstet werden?
A4: Ja, Sortierer können später durch Hinzufügen neuer Software, Kameras oder Beleuchtungssysteme aufgerüstet werden, wenn sich die Sortierbedürfnisse ändern oder die Technologie Fortschritte macht.




















































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4